ブログ
精密部品加工|福岡
お気軽にお問合せください 〒807-1301 福岡県鞍手郡鞍手町猪倉533-1
TEL:0949-43-1077 |
FAX:0949-43-1078
精密な直角のつくりかた(マスターブロック)
マスターブロックの直角面は、あらゆる測定・加工の基準となる。わずかな狂いが後工程すべてに影響するため、研削と測定を繰り返す「追い込み」の精度が仕上がりを決める。本稿では同業者向けに、てこ式ダイヤルゲージを使った直角出しの手順と、各工程の技術的根拠を解説する。
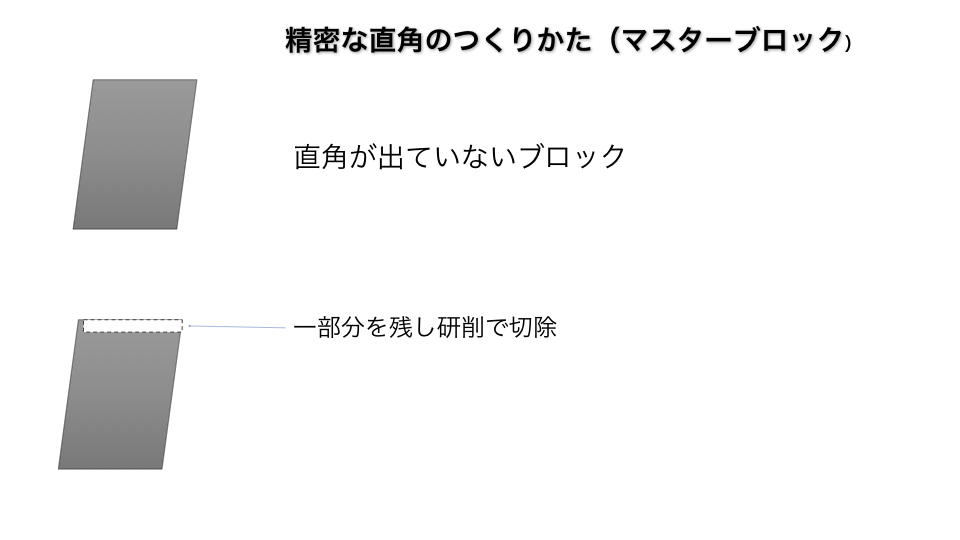
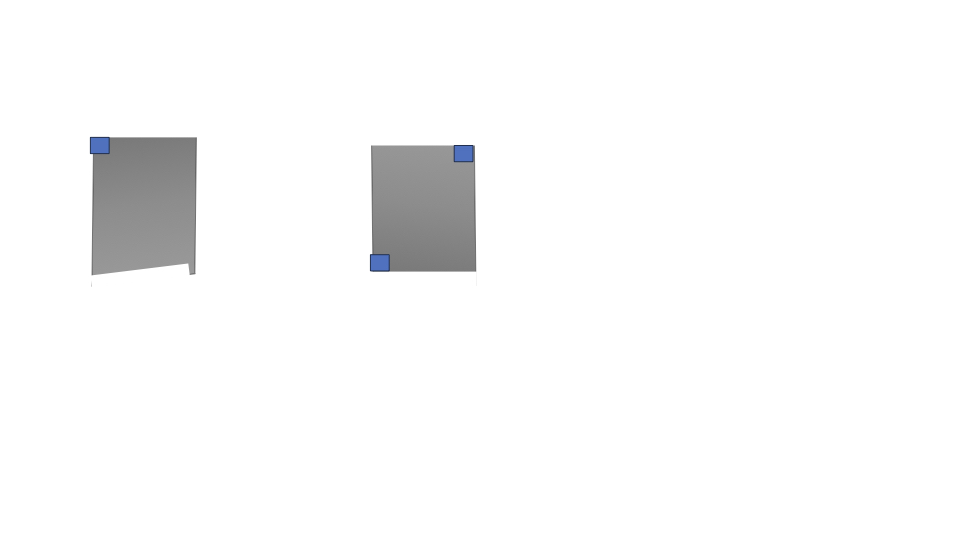
① 直角が出ていないブロックの確認
加工前のブロックは、平面研削盤で上下面を仕上げていても、側面は旋削・フライス加工のままで傾きが残っていることが多い。まずノギスや直角定規で大まかな傾きを確認し、どちら方向にどの程度傾いているかを把握しておく。
⚠ 研削前に磁気チャックへの吸着状態を必ず確認すること。基準面の密着が甘いと研削中に位置ズレが発生し、直角が崩れる。
② ランド部分を残した研削
直角面を一発で全面研削するのではなく、上端または下端に幅0.5〜1mm程度のランド(未研削面)を残した状態で粗研削を行う。
ランドを残す技術的根拠
- 全面研削すると砥石とワークの接触面積が大きくなり、研削熱が集中して熱変形が生じやすい
- ランドを残すことで次のダイヤルゲージ測定時に「測定基準点」が明確になり、傾きの読み取りが安定する
- 粗研削段階での過切り込みを防ぎ、仕上げ代を確保できる
研削条件の目安
| 工程 | 切り込み量 | 備考 |
|---|---|---|
| 粗研削 | 0.02〜0.05mm/パス | ランド残し、形状追い込み |
| 中仕上げ | 0.005〜0.01mm/パス | スパークアウト2〜3回 |
| 仕上げ研削 | 0.002〜0.003mm/パス | 測定しながら微調整 |
③ てこ式ダイヤルゲージによる直角度測定と追い込み
てこ式を選ぶ理由
スピンドル式(普通のダイヤルゲージ)は測定子が直線方向にのみ動くため、側面のような鉛直面への横当てには不向きで、測定姿勢が不安定になりやすい。てこ式はアーム先端のルビーボールが小さな力で多方向に追従するため、鉛直面への当て付けが安定し、繰り返し精度が高い。また最小目量0.001mm品を使えば、2/1000mmの管理が確実にできる。
測定手順
- ブロックを定盤上のサインバーまたはマグネットアングルプレートで保持し、底面基準で立てる
- てこ式ダイヤルゲージをスタンドに固定し、測定子をブロック側面の上部に軽く当てる(測定力過大に注意)
- ゲージをゼロセットし、測定子を上端から下端までゆっくりスキャンして振れ量を読む
- 振れの方向(+側か-側か)からブロックの傾き方向を判断し、研削量を決定する
- 研削→測定を繰り返し、振れを2/1000mm以内に収める
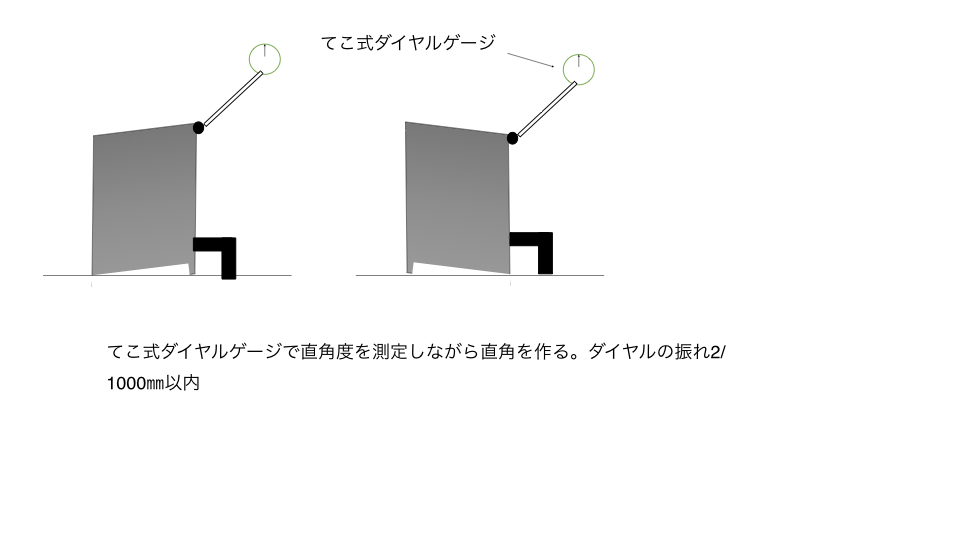
管理基準:ダイヤルの振れ 2/1000mm(0.002mm)以内
失敗しやすいポイントと対策
- 測定力のバラつき:測定子の当て付け圧が毎回異なると読み値がブレる。スタンドのクランプを確実に締め、測定子は常に同じ位置・同じ力で当てること
- 研削熱による熱変形:仕上げ研削後すぐに測定すると熱膨張で実際より良い数値が出ることがある。研削後は常温まで冷却してから最終測定を行う
- チャックの歪み:磁気チャックの吸着力が強すぎるとワーク自体が歪み、脱磁後に形状が戻って直角が崩れる。薄物・長物は特に注意
- スパークアウト不足:切り込みを入れた後のスパークアウトが少ないと残留応力による反りが残る。仕上げ段階では最低3〜5パスのスパークアウトを実施する
まとめ
| 工程 | 作業 | ポイント |
|---|---|---|
| ① | 傾き確認 | 研削前に傾き方向・量を把握。チャック吸着も確認 |
| ② | ランド残し研削 | 熱変形防止・測定基準点の明確化。仕上げ代を確保 |
| ③ | 測定・追い込み | てこ式ゲージで振れ0.002mm以内。冷却後に最終測定 |
マスターブロックの精度はすべての測定・加工の起点となる。「2/1000mm以内」という数字の背景にある手順と根拠を理解した上で作業することが、再現性の高い精度確保につながる。
